ここでは、
・ポケット加工"のツールパス生成
を行います。
ポケット加工とは、升の中央部分のような凹んだ部分を作る加工の事を言います。
切り抜きのように貫通してしまうと困るときに使用してください。
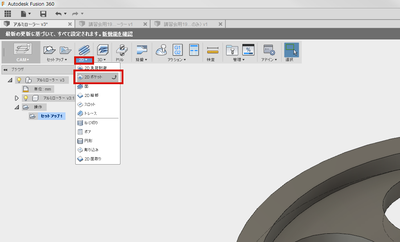
まずは「2D▼」の中から、「2Dポケット」を選択します。
これから加工経路の設定を行っていきます。
まずは使用する刃物を選択します。
ドリルマークのタブを選択し、「工具」の項目をクリックしてください。

刃物の選択を行います。
ここでは、先の
「「工具ライブラリ」の設定」で設定した刃物を選択します。
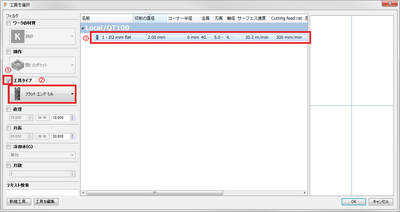
1)工具タイプにだけチェックを付けます。
2)そこからスクエアエンドミルを選択します。
3)事前に設定しておいた刃物を選択します。
2でスクエアエンドミルを選択しないと、一切刃物が出てこない状態になると思います。
また逆に、無数に選択できる刃物が出てきた場合は、
「「工具ライブラリ」の設定」の設定の際に必要ないフォルダにチェックが入ってしまっていると思います。
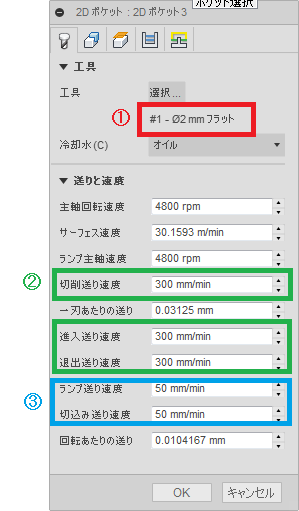
刃物が選択されたら、内容を確認します。
1)使用したい刃物の名前が表示されているか
2)300mm/minに設定されているか(KitMill Qt100を使用する場合)
3)50mm/minに設定されているか(KitMill Qt100を使用する場合)
次のタブを選択します。
「ポケット選択」の項目をクリックします。
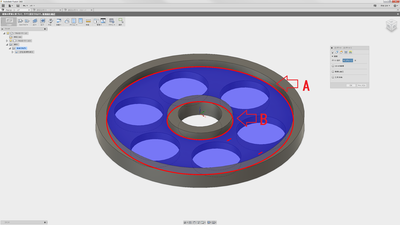
ここで加工する範囲を決定します。
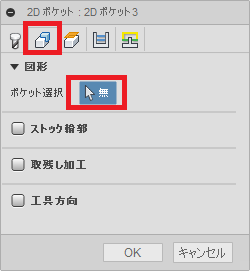
図のA・Bを選択します。
すると、凹んだ部分の底面だけ青くなります。
この青い部分がポケット加工で切削される範囲です。
余計なところまで青くなっている場合には選択し直してください。
※ポケット加工の際に選択するのは、ポケット加工の底面にある、内側と外側の縁(エッジ)です。
升のような形状の場合には、外側の縁だけ選択する事になります。
次のタブを選択します。
ここでは加工深さの設定を行います。
が、ここでは特に応用はなく、下記の画像のように設定して頂ければ結構です。
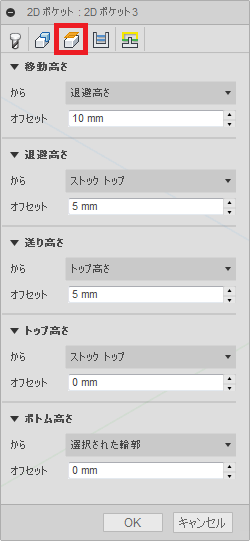
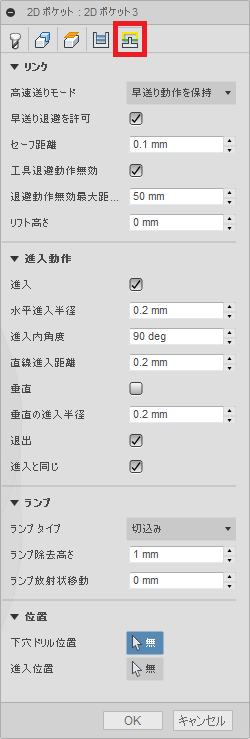
次と次のタブについても、下記の画像のように設定してください。
ここでは項目が多すぎるため、ひとまずオススメの設定を掲載しています。
設定を行ったらOKボタンを押して設定を終了します。
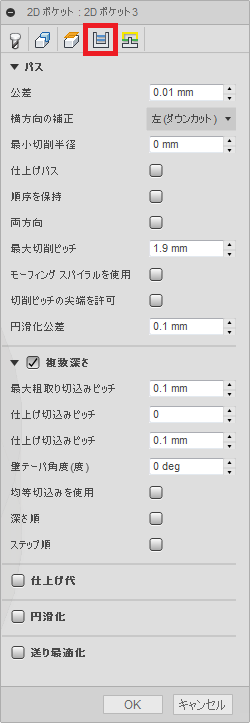
↑ 基本的には上の設定内容から変更する必要はありませんが、以下の点だけ覚えておくと便利です。
A)「最大粗取り切り込みピッチ」「仕上げ切り込みピッチ」
これは1回に切り込める最大の深さです。(Z軸方向)
KitMillQt100でジュラルミン(A2017)を削る場合には、0.1mmずつ形を整えながら加工していきますので、「最大粗取り切り込みピッチ」「仕上げ切り込みピッチ」共に0.1mmに設定する必要があります。
POMのように柔らかい材料を削る場合には、この値を0.2mmに増やして加工時間を短縮させることができます。
各項目にカーソルを合わせると、その項目の説明が表示されますので、慣れてきたら色々いじってみると面白いと思います。
― ― ― ― ― ― ― ― ― ― ― ― ― ― ― ― ― ― ― ― ―
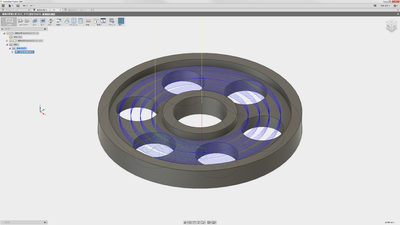
↓正常に設定できると下図のように表示されます。
正常に生成されているか判断する目安としては以下のとおりです。
1)加工したい範囲よりも内側に青線(ツールの軌跡)があるか
青線は刃物の中心が通るところです。縁から刃物の半径分だけ離れている(オフセットされている)のが正常です。
2)青い線がZ軸方向に複数描写されているか
少しずつ掘り下げていることから、Z軸方向に複数の軌跡が描写されます。
これが底面に1周だけしか描写されていない場合には、刃物は一発で底面まで切削しようとしますので、結果として刃物が折れることになります。
線同士の間隔や本数も参考になります。
下図では 0.75mmの段差 を 0.1mmの間隔で削りますので、8段の線で構成されているハズです。
0.75mm / 0.1mm = 7.5回 → 小数点以下を繰り上げて 8回
PR